

成型机电气控制系统
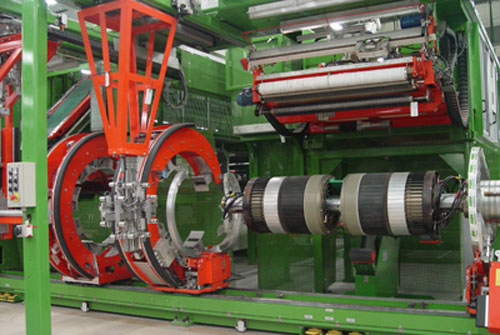
成型机电气控制系统
轮胎成型机电气控制系统属于典型的运动控制,所以伺服控制系统在整个自动化控制中起到至关重要的作用。
在轮胎成型过程中,运动控制有以下几个关键技术需要实现:
1、手动模式:即在恒扭矩下完成对操作工手动模式下的操作相应。(各种手动模式下的操作)
2、定长控制:即根据不同规格需要输送定长的材料带。(如各供料单元的自动备料)
3、组合轴控制:即当设备的一部分运动时要求其它部分同步同速或按一定速比匹配同时运动。(如物料在鼓上的贴合)
4、插补控制:即当设备的不同部分各自完成不同动作又要求时间上匹配。(如冠带条的缠绕)
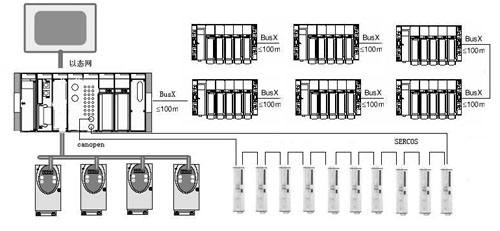
该套系统采用多套伺服控制器,对现场伺服驱动器及下级电机进行控制:
1、系统中的手动控制部分我们采用通过对伺服控制器控制模式的选择,即将控制模式选择为MANUAL(手动)模式来实现的,在此种模式下,我们可配合PLC的数字信号输入模块的信号采集,来完成对操作工操作的响应。操作涉及到的FUNCTION CODE(控制字)为2572(模式选择)。在该模式下我们可以完成各个鼓的手动恒扭矩旋转、起停控制和供料架的手动控制供料。
2、各个供料架的自动备料过程中自动定长部分,我们采用了INCR_MOVE(相对位置)方案,即在当前位置的基础上再走一个固定长度,该方案解决了在连续生产过程中寻原点的问题,可以完成在无需寻原点的情况下就可完成对物料的重复精准定长,该操作涉及的FUNCTION CODE(控制字)是513(运动的模式选择)。在该模式下伺服电机将以一定的速度旋转到一个特定的位置。通过伺服系统的这种功能我们就能完成重复的,按照一定速度对物料的自动定长裁断及输送到供料架的待料前段,等待下一次的贴合这一过程。
3、同步贴合过程,我们采用了FollowingFunction(跟踪轴)方案,即我们建一个新的组合轴,该组合轴由两个或两个以上的轴组成,包括一个主轴和若干个从轴,当主轴旋转时,从轴按照一定的速比跟着旋转。该操作涉及的主要FUNCTION CODE(控制字)是513(运动的模式选择)和2114(主从轴之间速比的修改)。我们在成型机中应用该方案解决了由于物料在鼓上自动贴合时,供料架供料速度和启动时间与鼓旋转的不匹配而造成的物料拉伸及堆积问题。
4、由于零度带在贴合过程中要求较大的贴合接头,从而导致轮胎的动平衡性较差,所以现在的轮胎工艺大多采用了冠带条来替换零度带,在我们的半钢一次法成型机项目中,用户要求我们提供在不同的配方下的冠带条的不同缠绕方法,我们采用了Co-ordinated Axes(插补)方案。即新建一个插补组合轴,在应用中我们让冠带条的伺服作为主轴,贴合鼓作为从轴。该操作涉及的主要FUNCTION CODE(控制字)是513(运动的模式选择)。引用该方案我们成功地解决了用户要求的不同冠带条缠绕方法以及冠带条缠绕过程中,冠带条和鼓之间的动作相对独立而时间又要求匹配这一难点。

 地址:北京市海淀区上地东路1号盈创动力大厦E座802
地址:北京市海淀区上地东路1号盈创动力大厦E座802 咨询热线:400-818-6918
咨询热线:400-818-6918 网址:www.wohuakeji.com
网址:www.wohuakeji.com
